公司名稱:泊頭市啟力機床制造有限公司
生產地址:江蘇省南京市
價格:3622
運費:賣家承擔
聯系人:謝佳寧
產品描述
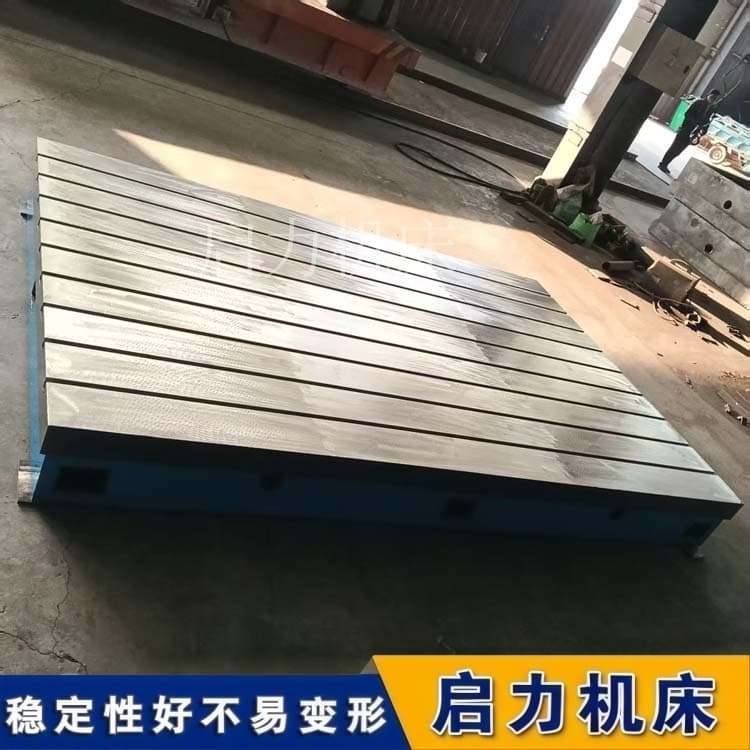
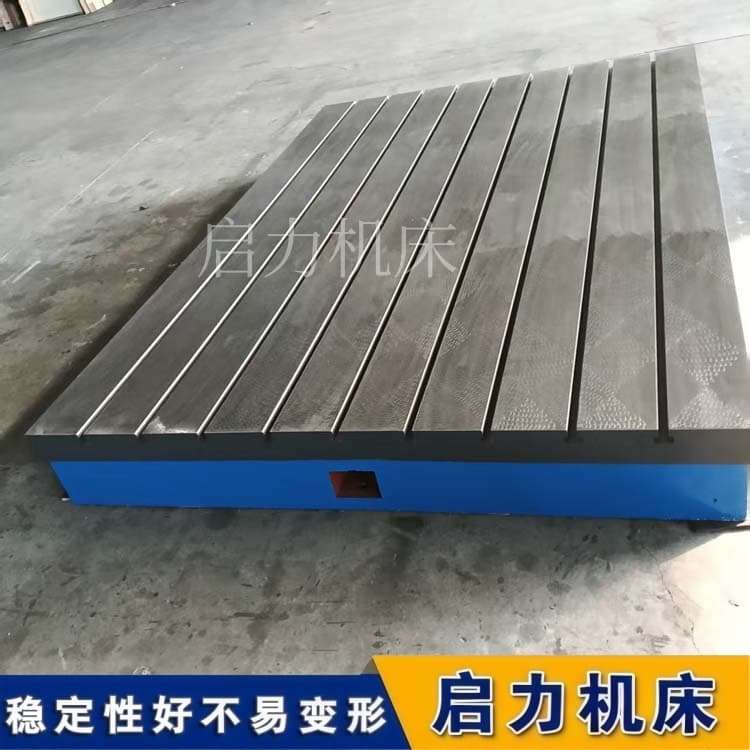
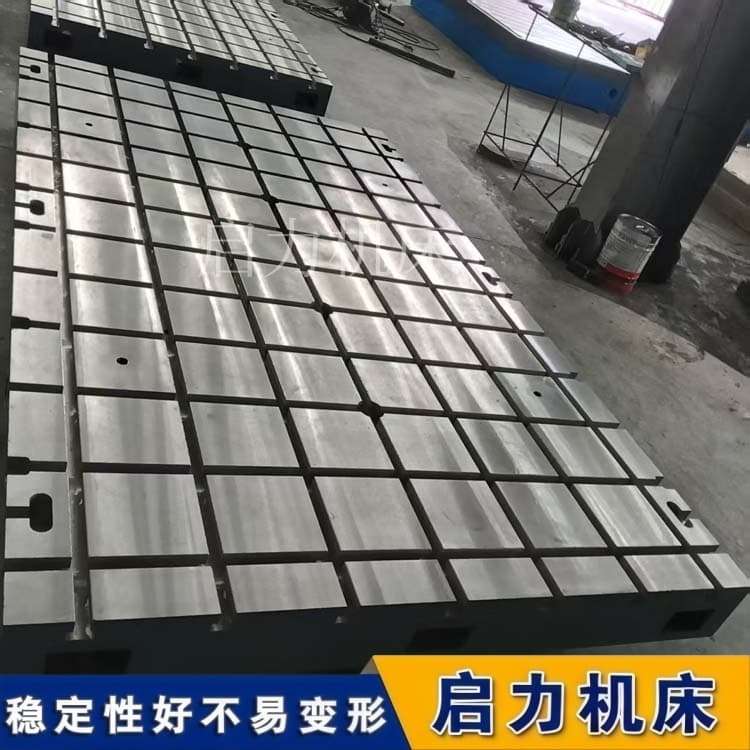
T型槽鐵地板“誕生記”:從鐵水到成品的完整工藝流程
T型槽鐵地板作為工業生產的基礎件,看似簡單的一塊鑄鐵平板,從鐵水澆筑到成品出廠,需要經過多道復雜工序,每一道工序都影響著產品的質量和精度。很多采購者只關注成品的參數,卻不知道背后的生產流程,今天就帶大家走進生產車間,揭秘T型槽鐵地板的“誕生記”,從鐵水到成品,每一步都清晰可見。
一步:原材料篩選與配比,奠定質量基礎。T型槽鐵地板的核心原材料是灰口鑄鐵,生產前需先篩選生鐵、廢鋼、焦炭等原材料,去

除雜質(如泥土、鐵銹),確保原材料純度。隨后根據所需材質牌號(HT200/HT250/HT300),按照嚴格的比例配比原材料,例如生產HT250鑄鐵,生鐵、廢鋼、焦炭的配比約為7:2:1,配比與否,直接影響鑄鐵的強度、硬度和穩定性。配比完成后,將原材料送入料倉,等待熔煉。
二步:熔煉澆筑,將鐵水轉化為毛坯。原材料送入沖天爐或中頻爐進行熔煉,熔煉溫度控制在1450-1550℃,確保原材料完全融化,形成均勻的鐵水。熔煉過程中,需實時檢測鐵水的成分和溫度,通過添加孕育劑(如硅鐵、錳鐵),調整鐵水的成分,確保鑄鐵的性能達標。鐵水熔煉合格后,將其倒入提前制作好的砂型模具中,砂型模具的形狀與T型槽鐵地板的成品形狀一致,包括臺面、T型槽的輪廓。澆筑時速度要均勻,避免鐵水飛濺、產生氣泡,影響毛坯質量。澆筑完成后,讓鐵水自然冷,凝固成毛坯件。
第三步:時效處理,去掉鑄造應力。毛坯件冷凝固后,內部會產生大量的鑄造應力,如果不進行時效處理,后續加工和使用中會出現變形、開裂等問題。時效處理是T型槽鐵地板生產的關鍵工序,分為自然時效和人工時效兩種。自然時效是將毛坯件放置在通風、干燥的場地,靜置2-3個月,讓內部應力緩慢釋放,成本低但耗時久;人工時效是將毛坯件送入時效爐,進行高溫回火(溫度控制在550-600℃),持續2-3小時,快去掉鑄造應力,效率高,適合大批量生產。時效處理完成后,毛坯件的穩定性大幅提升。
第四步:粗加工,去除多余雜質,修整輪廓。時效處理后的毛坯件,表面有毛刺、澆冒口(澆筑時的鐵水通道),且尺寸存在一定偏差,需要進行粗加工。粗加工主要采用銑床、車床等設備,去除澆冒口、毛刺,對臺面、側面進行初步切削,修整毛坯件的輪廓,使尺寸接近成品要求。粗加工時,需控制切削速度和切削量,避免過度切削導致毛坯件變形。
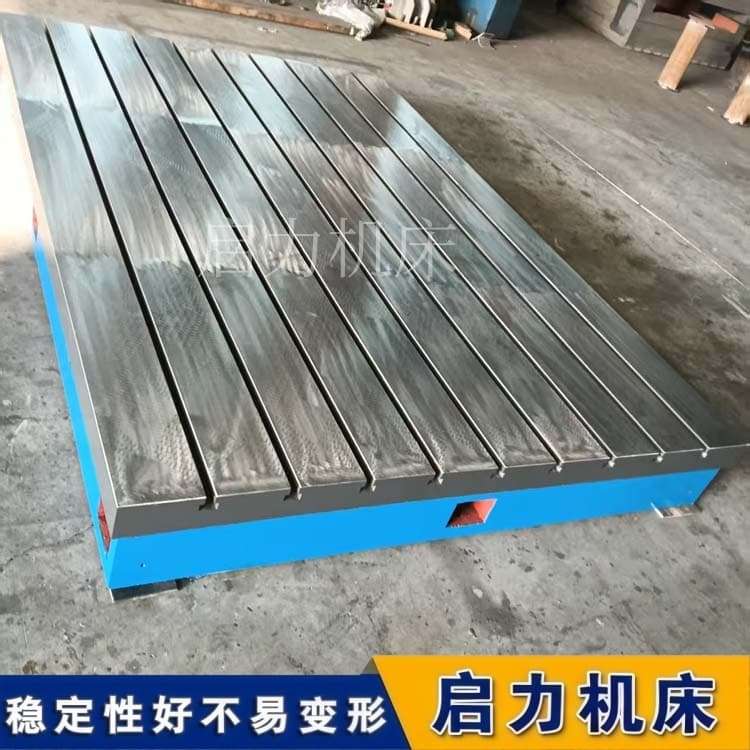
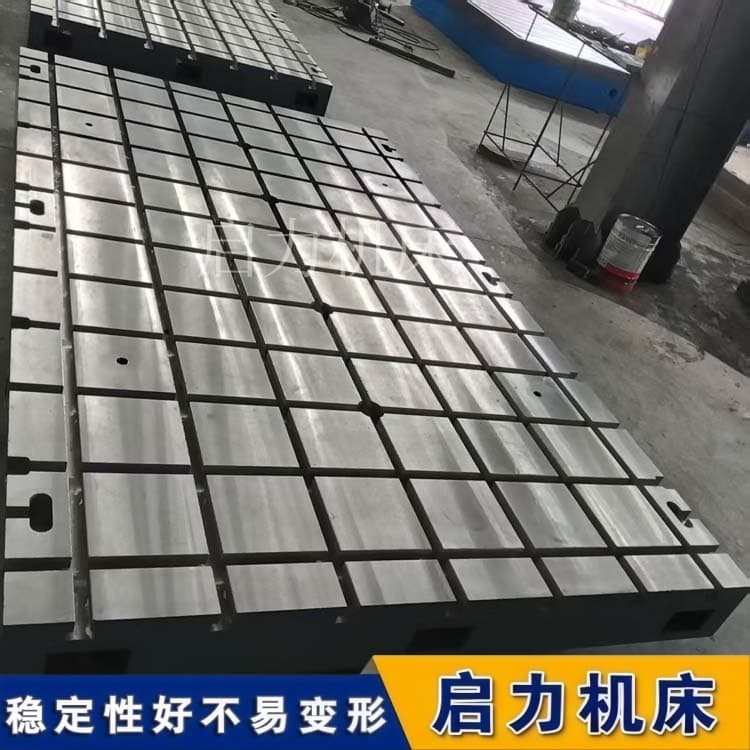
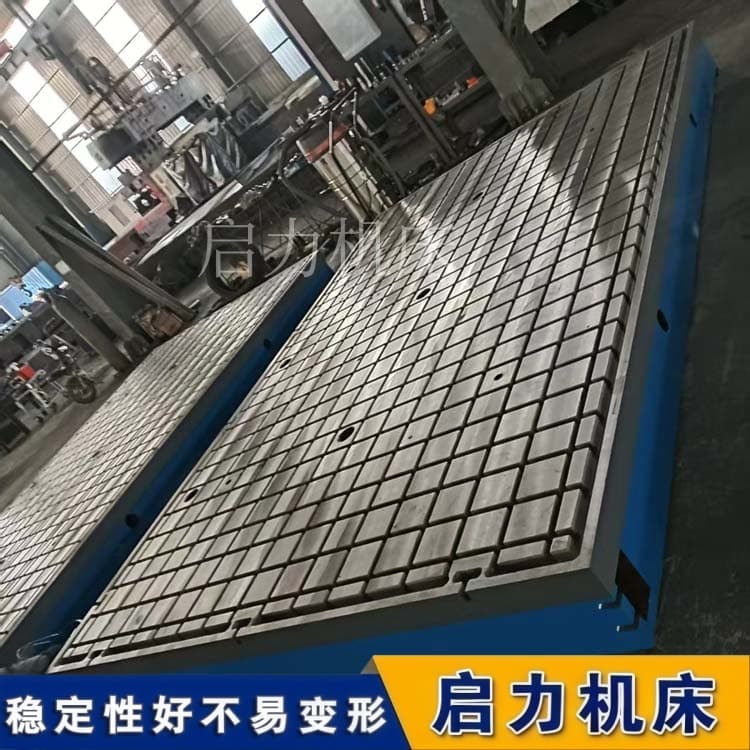
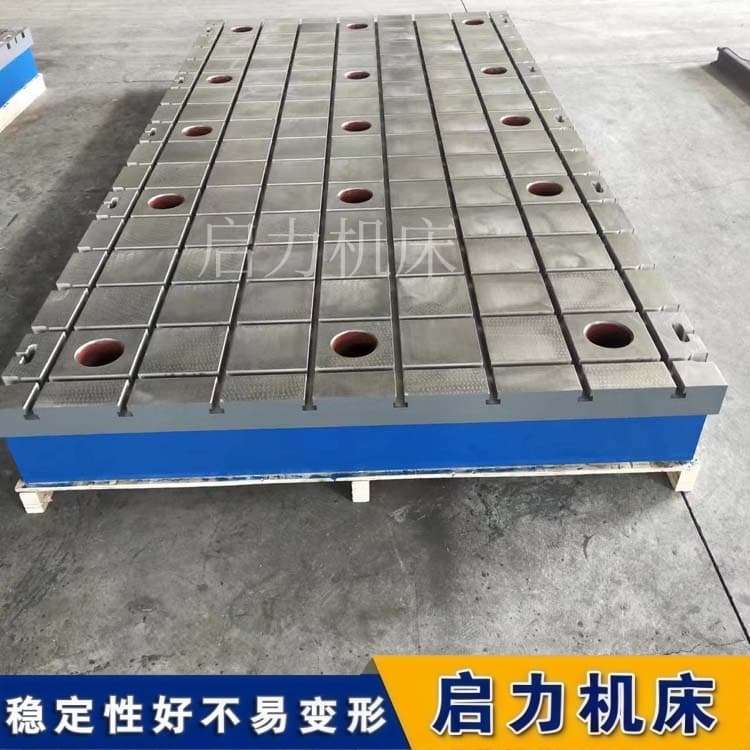
第五步:精加工,提升精度,加工T型槽。粗加工完成后,進入精加工階段,這是決定T型槽鐵地板精度的核心工序。首先對臺面進行精磨處理,采用平面磨床,將臺面打磨平整,確保平面度精度達到所需等級(0級、1級、2級);隨后加工T型槽,采用專用銑刀,按照設計的槽寬、槽深、間距,在臺面上銑削T型槽,加工完成后,對槽口進行打磨,去除毛刺,確保槽口光滑、尺寸。精加工過程中,需實時檢測精度,避免出現尺寸偏差。
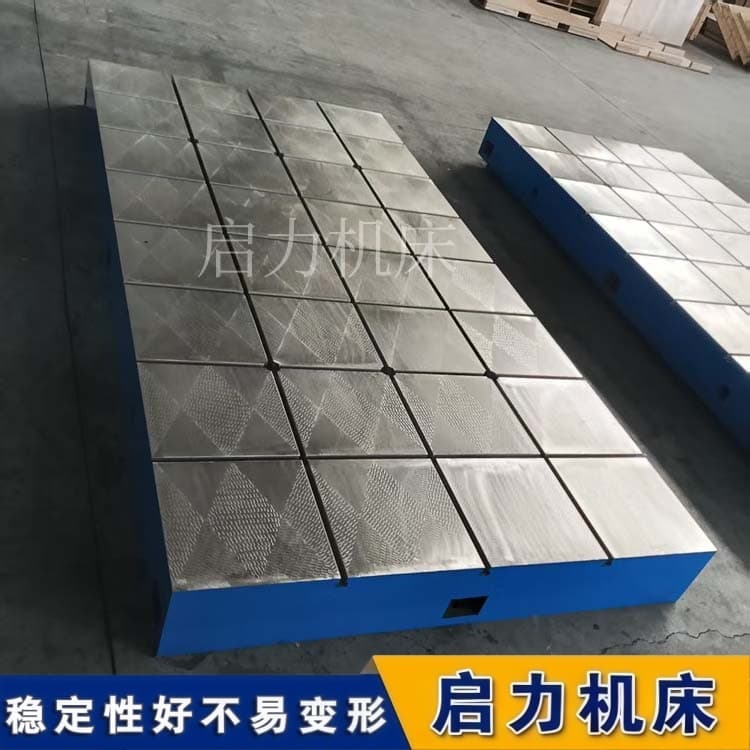
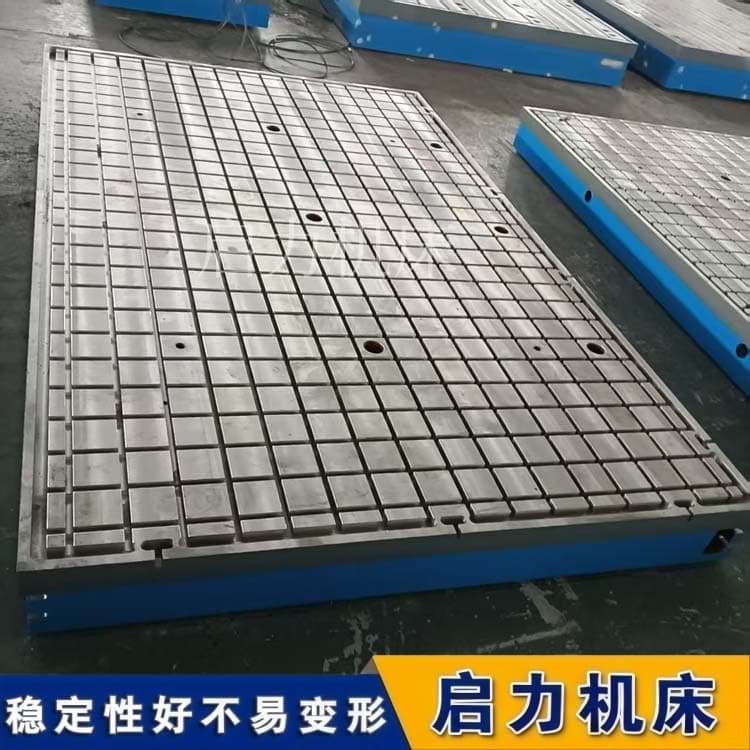
第六步:防銹處理,延長使用壽命。精加工完成后,T型槽鐵地板的表面會有鐵屑、油污,且鑄鐵材質易生銹,需要進行防銹處理。首先對臺面、T型槽進行清洗,去除鐵屑、油污,晾干后,采用林化處理,在表面形成一層保護膜,增強防銹能力;隨后進行噴漆處理,噴漆采用耐油、耐腐的工業油漆,均勻噴灑在地板表面,晾干后形成完整的防銹層。對于特殊環境使用的產品,還會額外做防銹氧化處理,提升耐腐性。
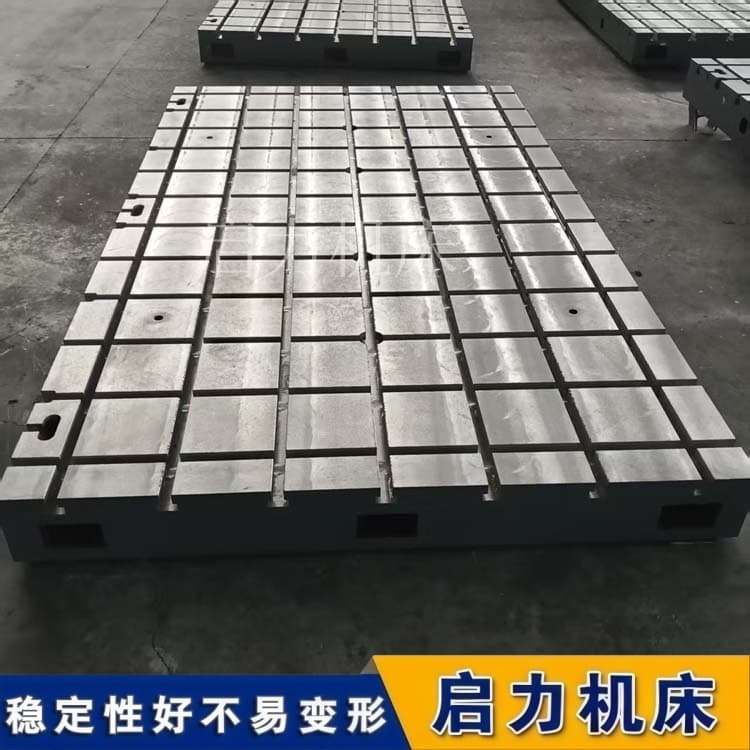
第七步:質量檢測,合格后方可出廠。后一步是質量檢測,這是保障產品質量的后一道防線。檢測內容包括:材質檢測(確認材質牌號符合要求)、平面度檢測(用水平儀、平尺檢測,確保精度達標)、T型槽尺寸檢測(用卡尺檢測槽寬、槽深、間距)、表面質量檢測(檢查表面無刺、無裂紋、無銹蝕)。所有檢測項目均達標后,貼上產品合格證,包裝入庫,等待出廠。
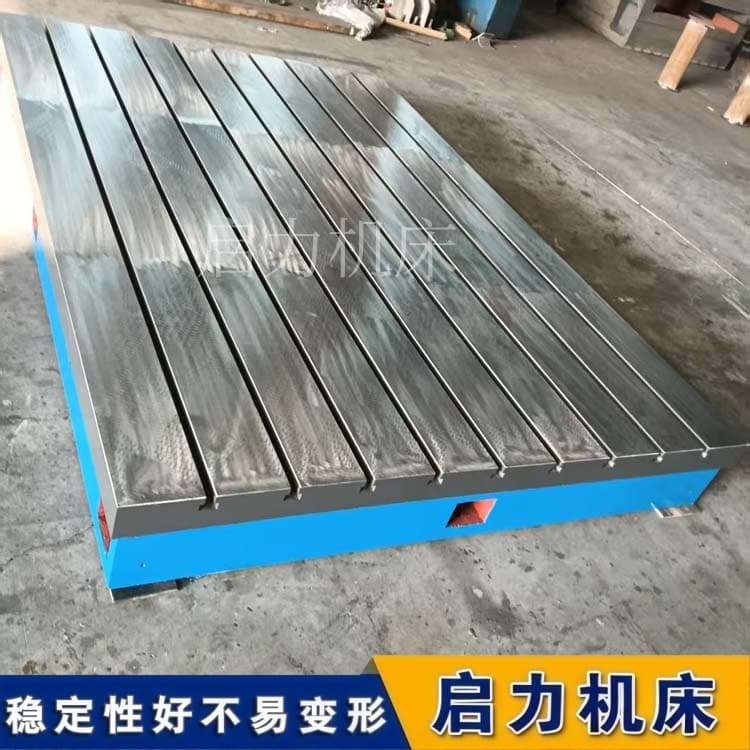
從原材料篩選到質量檢測,T型槽鐵地板的“誕生”需要經過7道核心工序,每一道工序都容不得半點馬虎。正是這些嚴謹的工序,才能保證T型槽鐵地板的精度穩定、承載可靠、使用壽命長久,成為工業生產中不可或缺的基礎件。
啟力機床謝總13785751790
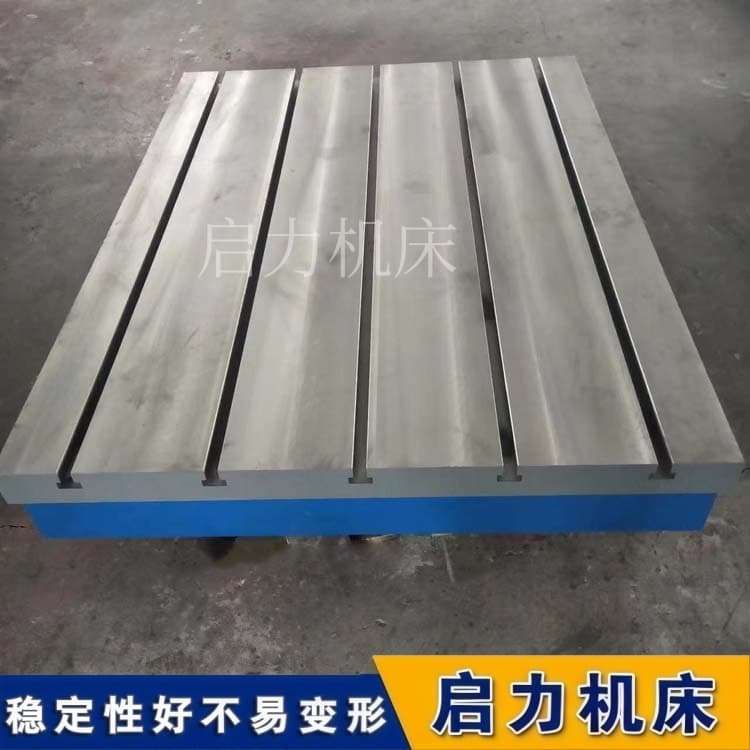
產品展示

 聯系人:
聯系人:
 電話:
電話:
 郵箱:
郵箱:
 地址:
地址: